|
|
Post by airtripper on Dec 25, 2012 17:36:35 GMT -5
Would that be the MDF with LCD screen, and you had this working well with the Sprinter firmware?
Have you since restored the Sprinter firmware to confirm the printer is working properly?
Do you have click encoder and SD card support?
If you don't have click encoder and SD card support, you my be better using the original Marlin firmware instead of using stohn's version.
You would have to make changes to the config file though, which I can help with, nothing difficult.
|
|
|
|
Post by airtripper on Dec 25, 2012 15:53:46 GMT -5
Marlin and ReplicatorG are not a good match, you need to be using either RepSnapper or Printrun/Pronterface.
Which printer do you have?
|
|
|
|
Post by airtripper on Dec 9, 2012 20:25:17 GMT -5
I'm a bit disappointed with the way things have gone and you have been totally let down. If the Sumpod company still have orders that are up to 6 months old, then I can only conclude that the delays are down to financial problems. A lead time of 2 to 3 weeks for new orders while there is a 6 month backlog of non-delivered orders, good luck with getting your money back.
I don't believe Richard wanted things to go this way and I believe you would get your money back if he can pay it. If I had to nail the root of Richards problems, I would nail it on the printers being much under priced. I don't believe the margins in these printers can support a business.
The Sumpod basic is an awesome machine and I don't see anything on it that would cause months of delays. This printer should be made the best it can be and be properly supported before even considering developing new printer line ups.
The situation with the website does not make any sense at all and has lead to the Sumpod community being destroyed. A good community would have generated traffic to the site that could generate orders and provide good support for the products.
|
|
|
|
Post by airtripper on Nov 12, 2012 14:22:45 GMT -5
|
|
|
|
Post by airtripper on Nov 12, 2012 14:15:03 GMT -5
It's not that easy for me to level the heated build platform. I have to remove the clips holding the glass down and then slide the glass over a bit to turn one of the four wood screws that support the glass bed. The insulation is quite lose under the glass so that the clips are just holding the glass in place rather than holding down the insulation. It would be difficult to level the bed with the insulation pushing against it. I've been thinking about rebuilding the X axis, that's why I've not done any work to make the bed levelling easier. 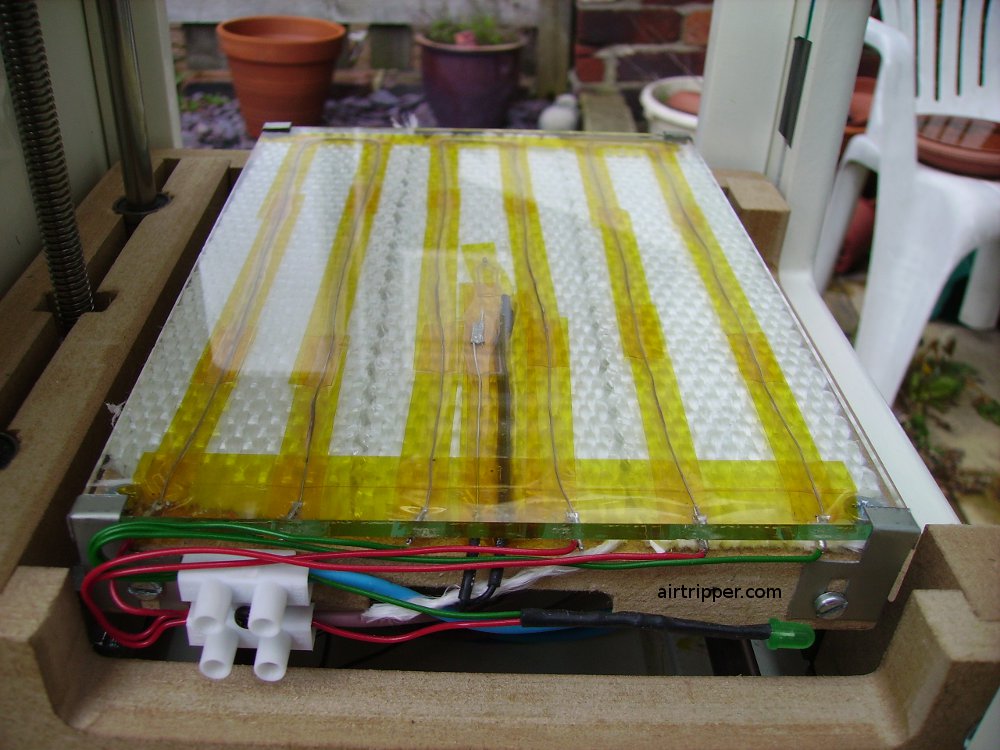 |
|
|
|
Post by airtripper on Nov 10, 2012 14:10:00 GMT -5
|
|
|
|
Post by airtripper on Nov 10, 2012 13:56:43 GMT -5
I've not been that picky about where I get the filament from, I just got the cheapest I could get. I've been trying to get hold of a good drive gear to replace the one that come with the Sumpod. To get the MK7 gear would have cost me around 50 dollars to get delivered from the US. However, I ordered, and still waiting to arrive, the Raptor Universal Filament Drive Gear, pictured below.  It's possible that my old drive gear might not be up to higher speed printing where it might not have a good enough grip on the filament. Slippage is difficult to detect during printing but there may be enough slippage to cause symptoms with extruding. If the symptoms disappear at higher speed printing after installing the new drive gear, I'd be sorted. ramboni, Hot End looks good, and fits well on the Sumpod. I'm waiting for an all metal hot end to arrive. |
|
|
|
Post by airtripper on Nov 7, 2012 18:58:40 GMT -5
|
|
|
|
Post by airtripper on Nov 7, 2012 18:52:52 GMT -5
Of coarse hardware is important, but a batch of PLA can be very different from another batch, different extrudable temperatures, different cooling/setting times and different brittleness. The feed rate being too fast for PLA was related to the PLA's ability to cool down fast enough to accept the next layer. Your next batch of PLA may not work for your current set up, and at 100mm/s. The curl ups happen when the extruding filament is stretched and pulled from the nozzle as a result of printing very thin layers in relation to the nozzle size. You can reduce your overhang curl ups by increasing the nozzle temperature. This could mean more oozing and speed limitations due to cooling. I disagree with your earlier comments about prints showing feed rate too high for PLA. I regularly print at 100mm/s with no fan on the print. I slow down for small layers and for layers with convex overhangs (which pull inwards so curl upwards). So I think the Sumpod is far from PLA limits and that limits are more to do with extruder/hotend limitations. Of course, you definitely need to slow down for small layers. I normally use slowdown_below_layer_time of 30s in Slic3r but if I wanted perfect prints I might change this up to 60s. Regards, Mark. |
|
|
|
Post by airtripper on Nov 7, 2012 17:07:03 GMT -5
These are my settings:
#define DEFAULT_AXIS_STEPS_PER_UNIT {106.76, 106.76, 800, 67.16}
With stepper jumpers at 1/16, 1/16, 1/8, 1/8 for axis X, Y, Z, E.
|
|
|
|
Post by airtripper on Nov 5, 2012 20:45:37 GMT -5
Unfortunately the extruder won't work if the hot end is not right. It has been a challenge to build a good hot end for 1.75mm PLA filament and some designers seem to think a modified 3mm hot end is good enough. Exruders are not designed to solve the jamming problems in bad hot ends. The bowden tube and direct drive extruder works perfectly as long has the hot end works great. I've done a blog post on my latest hot end configuration and the extruder system works great now. My extruder drive has had some good feedback and is used on the Rostock 3d printer prototype with excellent results. airtripper.com/801/hot-end-design-on-3d-printer-extruder/I've got a new hot end and some filament drive gears coming for testing which I'll be covering on the airtripper.com blog. The prices for these parts are very good and the shipping is sensible for a change, coming from the US. Check them out - store.qu-bd.com/Mark |
|
|
|
Post by airtripper on Nov 5, 2012 18:08:58 GMT -5
I don't use retract or extracting at the moment due to not having very good results. I do get a few strings on my prints but they clean off easily. I don't think the extras are needed for 1.75mm filament, and because of the oozing with PLA filament it's best in my opinion just to keep the flow rate going consistently, and with fast travel. Extract will not work if your hot end requires a lot of force to extrude because the pressure will be too high to stop oozing. This is because PLA filament swells a lot.
On close inspection of your prints, I would say your feed rate is too fast for PLA because your layers are not cooling fast enough to support the next layer. A feed rate of 16mm/s second and 60sec per layer cool feature will help you get the best out of PLA filament as a starting point. Faster printing with PLA requires a fan blowing across the build to cool the layers.
Setting the cool feature in Slic3r or Skeinforge will slow the feed rate as the layers get smaller during printing to allow the layers time to cool before they have to support the next layer. If the layers don't get time to cool, they can be pushed around by the nozzle printing over them causing uneven walls and cause messy peeks on top of your builds.
Mark
|
|


